ダイヤモンド電着工具(ZERO-M DRILL)は、主にセラミックスの加工に威力を発揮します。
従来、セラミックスの穴加工は、パイプツールを用いて加工後残芯を処理する必要があり加工効率に問題がありました。弊社は、ドリルの先端部にダイヤモンド粉末を電着すると共に、潤滑液をドリル先端の穴部から噴出させて潤滑冷却を行う画期的な方式(シャンクスルー・クーラント供給方式)を採用しています。
これにより、今まで穴加工の残芯処理が不要になり連続加工が可能になりました。また、この新方式により深穴加工(L/D=10以上)にもノンステップ加工が出来ます。ドリル先端穴部からの強制潤滑により、ダイヤモンド砥粒の損傷を最小限に抑えることが出来ますので、寿命的にも優れた性能を発揮します。
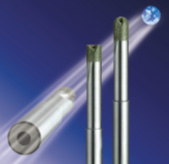    電着ダイヤモンドドリル(ZERO-M DRILL)、先端フラットタイプと先端ボールタイプがあります。電着ダイヤモンドエンドミル 電着ダイヤモンドタップ 電着ダイヤモンドドリル(ZERO-M DRILL)、先端フラットタイプと先端ボールタイプがあります。電着ダイヤモンドエンドミル 電着ダイヤモンドタップ
・ネジレ溝により電着粒子剥離時の未加工の発生を防止することが出来ます。
・逆回転仕様によりツール折損時のワーク損傷を防止します。 電着ダイヤモンドカップホイール
金属素材と同様な連続加工を可能にする。(残芯処理を必要としない)深穴加工(L/D=10以上)にも可能な限りのノンステップ加工を追求できる基本形状砥粒の損傷(発熱・衝撃による)を最大限抑える事が可能な構造
 安全にお使いいただくためにツールを使用するときは、破損する危険があるので、必ずカバー・保護メガネ・安全靴等を使用してください。切りくずは素手で触らないでください。ツールの切れ味が悪くなったら使用を中止してください。異常音・異常振動が発生したら、直ちに使用を中止してください。ツールには、手を加えないでください。 安全にお使いいただくためにツールを使用するときは、破損する危険があるので、必ずカバー・保護メガネ・安全靴等を使用してください。切りくずは素手で触らないでください。ツールの切れ味が悪くなったら使用を中止してください。異常音・異常振動が発生したら、直ちに使用を中止してください。ツールには、手を加えないでください。
ZERO-M 先端フラットタイプ 製品寸法表  ドリル径首下長さ全長溝長電着長シャンク長シャンク径粒度在庫型番2.030.0605.04.030.02.0#230◎ZD-F 0200 MDZ230CP2.535.0655.04.030.02.5#140○ZD-F 0250 MDZ140CP3.035.0655.04.030.03.0#120◎ZD-F 0300 MDZ120CP3.235.0656.04.030.03.0#120○ZD-F 0320 MDZ120CP3.335.0656.04.030.03.0#120◎ZD-F 0330 MDZ120CP4.035.0656.04.030.04.0#100○ZD-F 0400 MDZ100CP4.235.0707.55.035.04.0#100◎ZD-F 0420 MDZ100CP4.335.0707.55.035.04.0#100○ZD-F 0430 MDZ100CP5.040.07510.05.035.05.0#100◎ZD-F 0500 MDZ100CP5.140.07510.05.035.05.0#100○ZD-F 0510 MDZ100CP5.340.07510.05.035.05.0#100○ZD-F 0530 MDZ100CP6.045.08012.06.035.06.0#100○ZD-F 0600 MDZ100CP6.445.08012.06.035.06.5#100◎ZD-F 0640 MDZ100CP6.845.08012.06.040.06.5#100○ZD-F 0680 MDZ100CP7.050.09014.07.040.07.0#100○ZD-F 0700 MDZ100CP8.055.09516.08.040.08.0#80○ZD-F 0800 MDZ 80CP8.555.010016.08.045.08.5#80◎ZD-F 0850 MDZ 80CP8.655.010016.08.045.08.5#80○ZD-F 0860 MDZ 80CP9.055.010018.09.045.09.0#80○ZD-F 0900 MDZ 80CP10.060.010520.010.045.010.0#80○ZD-F 1000 MDZ 80CP10.460.010620.010.045.010.0#80◎ZD-F 1040 MDZ 80CP10.660.011020.010.050.010.5#80○ZD-F 1060 MDZ 80CP11.060.011022.011.050.011.0#80 ZD-F 1100 MDZ 80CP12.065.012024.012.055.012.0#80 ZD-F 1200 MDZ 80CP12.765.012024.012.055.012.5#80○ZD-F 1270 MDZ 80CP13.065.012026.013.055.013.0#80 ZD-F 1300 MDZ 80CP14.070.012528.014.055.014.0#80○ZD-F 1400 MDZ 80CP15.075.013030.015.055.015.0#80 ZD-F 1500 MDZ 80CP16.080.013532.016.055.016.0#80○ZD-F 1600 MDZ 80CP※上記以外の特殊ドリル径もご用命承ります。◎印在庫品○印 在庫予定品ZERO-M 先端ボールタイプ 製品寸法表 ドリル径首下長さ全長溝長電着長シャンク長シャンク径粒度在庫型番2.030.0605.04.030.02.0#230◎ZD-F 0200 MDZ230CP2.535.0655.04.030.02.5#140○ZD-F 0250 MDZ140CP3.035.0655.04.030.03.0#120◎ZD-F 0300 MDZ120CP3.235.0656.04.030.03.0#120○ZD-F 0320 MDZ120CP3.335.0656.04.030.03.0#120◎ZD-F 0330 MDZ120CP4.035.0656.04.030.04.0#100○ZD-F 0400 MDZ100CP4.235.0707.55.035.04.0#100◎ZD-F 0420 MDZ100CP4.335.0707.55.035.04.0#100○ZD-F 0430 MDZ100CP5.040.07510.05.035.05.0#100◎ZD-F 0500 MDZ100CP5.140.07510.05.035.05.0#100○ZD-F 0510 MDZ100CP5.340.07510.05.035.05.0#100○ZD-F 0530 MDZ100CP6.045.08012.06.035.06.0#100○ZD-F 0600 MDZ100CP6.445.08012.06.035.06.5#100◎ZD-F 0640 MDZ100CP6.845.08012.06.040.06.5#100○ZD-F 0680 MDZ100CP7.050.09014.07.040.07.0#100○ZD-F 0700 MDZ100CP8.055.09516.08.040.08.0#80○ZD-F 0800 MDZ 80CP8.555.010016.08.045.08.5#80◎ZD-F 0850 MDZ 80CP8.655.010016.08.045.08.5#80○ZD-F 0860 MDZ 80CP9.055.010018.09.045.09.0#80○ZD-F 0900 MDZ 80CP10.060.010520.010.045.010.0#80○ZD-F 1000 MDZ 80CP10.460.010620.010.045.010.0#80◎ZD-F 1040 MDZ 80CP10.660.011020.010.050.010.5#80○ZD-F 1060 MDZ 80CP11.060.011022.011.050.011.0#80 ZD-F 1100 MDZ 80CP12.065.012024.012.055.012.0#80 ZD-F 1200 MDZ 80CP12.765.012024.012.055.012.5#80○ZD-F 1270 MDZ 80CP13.065.012026.013.055.013.0#80 ZD-F 1300 MDZ 80CP14.070.012528.014.055.014.0#80○ZD-F 1400 MDZ 80CP15.075.013030.015.055.015.0#80 ZD-F 1500 MDZ 80CP16.080.013532.016.055.016.0#80○ZD-F 1600 MDZ 80CP※上記以外の特殊ドリル径もご用命承ります。◎印在庫品○印 在庫予定品ZERO-M 先端ボールタイプ 製品寸法表  ドリル径首下長さ全長溝長電着長シャンク長シャンク径粒度在庫型番2.030.0605.04.030.02.0#230○ZD-1 0200 MDZ230CP3.035.0655.04.030.03.0#120○ZD-1 0300 MDZ120CP4.035.0656.04.030.04.0#100○ZD-1 0400 MDZ100CP5.040.07510.05.035.05.0#100○ZD-1 0500 MDZ100CP6.045.08012.06.035.06.0#100○ZD-1 0600 MDZ100CP7.050.09014.07.040.07.0#100○ZD-1 0700 MDZ100CP8.055.09516.08.040.08.0#80○ZD-1 0800 MDZ 80CP9.055.010018.09.045.09.0#80○ZD-1 0900 MDZ 80CP10.060.010520.010.045.010.0#80○ZD-1 1000 MDZ 80CP11.060.011022.011.050.011.0#80○ZD-1 1100 MDZ 80CP12.065.012024.012.055.012.0#80○ZD-1 1200 MDZ 80CP13.065.012026.013.055.013.0#80○ZD-1 1300 MDZ 80CP14.070.012528.014.055.014.0#80○ZD-1 1400 MDZ 80CP15.075.013030.015.055.015.0#80○ZD-1 1500 MDZ 80CP16.080.013532.016.055.016.0#80○ZD-1 1600 MDZ 80CP※上記以外の特殊ドリル径もご用命承ります。 ◎印在庫品○印 在庫予定品ZERO-M ドリル加工条件参考表ドリル径酸化物系セラミックスOXIDE ドリル径首下長さ全長溝長電着長シャンク長シャンク径粒度在庫型番2.030.0605.04.030.02.0#230○ZD-1 0200 MDZ230CP3.035.0655.04.030.03.0#120○ZD-1 0300 MDZ120CP4.035.0656.04.030.04.0#100○ZD-1 0400 MDZ100CP5.040.07510.05.035.05.0#100○ZD-1 0500 MDZ100CP6.045.08012.06.035.06.0#100○ZD-1 0600 MDZ100CP7.050.09014.07.040.07.0#100○ZD-1 0700 MDZ100CP8.055.09516.08.040.08.0#80○ZD-1 0800 MDZ 80CP9.055.010018.09.045.09.0#80○ZD-1 0900 MDZ 80CP10.060.010520.010.045.010.0#80○ZD-1 1000 MDZ 80CP11.060.011022.011.050.011.0#80○ZD-1 1100 MDZ 80CP12.065.012024.012.055.012.0#80○ZD-1 1200 MDZ 80CP13.065.012026.013.055.013.0#80○ZD-1 1300 MDZ 80CP14.070.012528.014.055.014.0#80○ZD-1 1400 MDZ 80CP15.075.013030.015.055.015.0#80○ZD-1 1500 MDZ 80CP16.080.013532.016.055.016.0#80○ZD-1 1600 MDZ 80CP※上記以外の特殊ドリル径もご用命承ります。 ◎印在庫品○印 在庫予定品ZERO-M ドリル加工条件参考表ドリル径酸化物系セラミックスOXIDE
アルミナ(Al2O3 99.7%)MMC
SiC 70%・Al-Si系 30%研削速度 60~160m/min研削速度 60~160m/min回転数(rpm/min)送り量(mm/min)回転数(rpm/min)送り量(mm/min)2.010,000610,00053.09,00089,00064.08,400108,40085.08,000108,00086.08,000128,000107.07,000127,000108.06,000126,000109.05,600125,6001010.05,000125,0001011.04,50094,500712.04,00084,000613.03,60073,600514.03,60063,600415.03,20053,200316.03,00043,0003(クーラント圧 5Mpa)●加工条件参考表は、加工条件をお決めになる上で参考になればと作成しました。
●使用機械・ワーク材・クーラント圧等を考慮し、加工条件を設定してくださるようにお願いいたします。又、ワーク材・ワーク保持状態等によりワーク破損の恐れがある場合は、ステップを入れるなどを検討してください。
●グライディング・センター及びマシニング・センターで、使用される時は、摺動面への切りくず進入対策・摺動面の メンテナンスを十分されることをお願いいたします。
●ジルコニア(ZrO2)・窒化ケイ素(Si3N4)・炭化ケイ素(SiC)等の素材につきましても加工可能ですが、 ステップ・フィードを考慮し、テストアンドエラーを重ねて、最適加工条件を設定してください。
●ZERO-Mドリルは、内部給油方式のグライディング・センター及びマシニング・センター専用工具です。
●外部給油方式での使用はしないでください。
●ZERO-Mドリル新品投入時には、加工初期砥粒のバラツキにより機械剛性及びワーク保持状態により、 ビリが発生する場合があります。 |